Оборудование для производства многослойных бумажных, полипропиленовых и комбинированных мешков
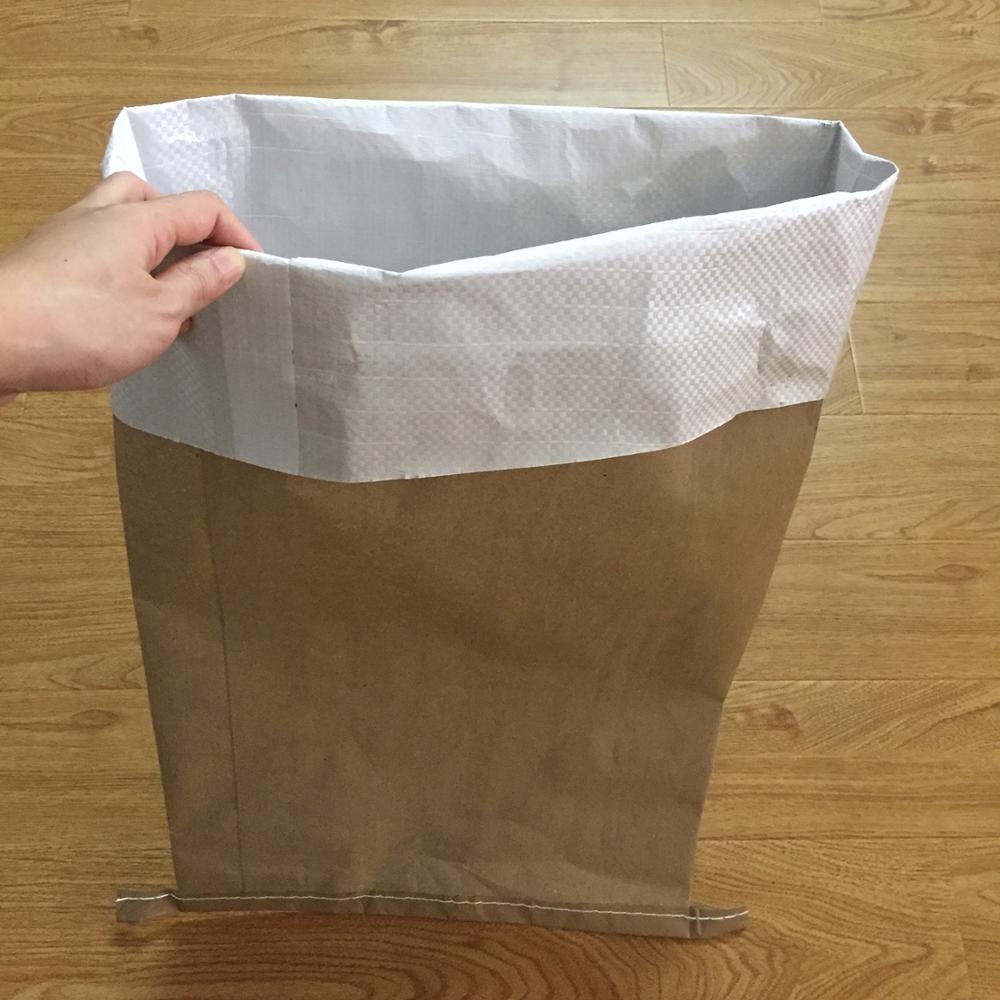
Многослойные бумажные мешки широко используются во многих отраслях при расфасовке различного рода сыпучих материалов. Они достаточно прочные, имеют относительно невысокую себестоимость, экологичны, хорошо пропускают воздух, удобны при хранении и транспортировке. Мешки могут отличаться по геометрии, иметь разную вместительность (наиболее популярные на 25 и 50 кг.), иметь разное количество слоев бумаги, в т.ч. с добавлением 1 слоя пленки. Также мешки могут быть открытые (без клапана) и закрытые.


Клапанные мешки имеют с одной из сторон специальный клапан, закрывающийся под нагрузкой при заполнении мешка сыпучими материалами. Клапан мешка может быть одинарным, манжетным и с полиэтиленовой мембраной.
Изготовление многослойного бумажного мешка подразделяется на 2 этапа:
Этап 1: изготовление заготовки бумажного пакета в виде многослойной трубы. На данном этапе происходит формирование многослойной трубы из рулонной бумаги, при необходимости добавление 1 слоя пленки, проклейка продольного шва, перфорация и поперечный рез трубы в размер. В зависимости от типа линии, перфорация может производиться либо посредством ротационного ножа, либо способом нанесения линии отрыва путем перфорации, с последующим отрывом валами. Способ реза с предварительной перфорацией позволяет получить более высокое качество реза. Печать наносится на наружный слой мешка на флексографической печатной машине (2-6 цветов). При этом, печатная машина может быть установлена как в линию, так и отдельно. В случае отдельной установки печатной секции, запечатывание наружного слоя производится заранее.
Этап 2: проклейка, либо прошивка заготовки бумажного пакета, формирование клапана. В зависимости от потребностей заказчика, заготовка далее прошивается, либо проклеивается. Процедура проклейки дна и формирования клапана является наиболее сложной и дорогостоящей операцией. В зависимости от объемов производства, ее можно выполнять как вручную, так и на полуавтоматическом оборудовании, позволяющем сложить дно мешка должным образом (открытие и склейка дна при этом производятся вручную), либо на полностью автоматической линии.
Технология укладки клапанного дна вручную
![]()
Рукавные линии для производства заготовок многослойных бумажных мешков

Дноукладчики для формирования дна и клапана многослойных бумажных мешков

Оборудование для производства бумажных мешков с ламинацией полипропиленом, армированных бумажных мешков

Оборудование для производства полипропиленовых мешков с вкладышем

Производство полипропиленовых мешков с клапаном и прямоугольным дном

- Линия для формирования и склейки полипропиленовых клапанных мешков (т.н. коробчатого типа)
Вспомогательное оборудование:
- оборудование для нанесения печати на готовые бумажные и полипропиленовые мешки
- оборудование для сшивки мешков