Рукавная линия для производства заготовок мешков в виде многослойной трубы HT-120
 Линия предназначена для производства заготовок многослойных бумажных мешков в виде многослойной трубы, состоящих из 2-4 слоев бумаги, с возможностью добавления полиэтиленового слоя. Расчетная производительность составляет 35-50 млн единиц продукции в год. Линия оснащается встроенной флексогафической печатной секцией ярусного типа (до 6 цветов), системой управления на базе контроллера, многоточечной системой склейки, а также усовершенствованной системой резки заготовки посредством перфорации и отрыва, что позволяет получить более высокое качество конечного продукта.
Линия предназначена для производства заготовок многослойных бумажных мешков в виде многослойной трубы, состоящих из 2-4 слоев бумаги, с возможностью добавления полиэтиленового слоя. Расчетная производительность составляет 35-50 млн единиц продукции в год. Линия оснащается встроенной флексогафической печатной секцией ярусного типа (до 6 цветов), системой управления на базе контроллера, многоточечной системой склейки, а также усовершенствованной системой резки заготовки посредством перфорации и отрыва, что позволяет получить более высокое качество конечного продукта.

Технические характеристики:
| Модель оборудования | HT-120 |
| Производительность, заготовок/мин* | 130 ∼ 150 |
| Длина трубы, мм | 520 ∼ 880 |
| Ширина трубы, мм | 420 ∼ 620 |
| Шаг между краями слоев, мм | 20 |
| Отрезная длина трубы, мм | 670 ∼ 1035 |
| Количество слоев | 2 ∼4 + 1 ПП, ПЭТ |
| Диаметр печатных валов, мм | 144 ∼ 314 |
| Ширина печатного поля, мм | ≤ 1300 |
| Ширина бобины, мм | 860 ∼ 1260 |
| Диаметр бобины, мм | ≤ 1300 |
| Расход воздуха, л/мин | 1100 |
| Мощность главного привода, кВт | 30 |
| Рабочий режим, ч/сутки | 22 |
| Температурный режим, ºС | 0∼ 40 |
| Влажность воздуха, % | ≤95 |
| Габариты линии, м | 34,3 х 2,2 х 2,7 |
| Вес, т | 30,5 |
Конструктивные особенности оборудования:

5 раскатов под бобины для подачи бумаги и пленки в линию. Каждый раскат оснащен ременным тормозом для обеспечения натяжения полотна. Фиксация ролей посредством валов с пневмозахватами. Диаметр валов 76 мм.

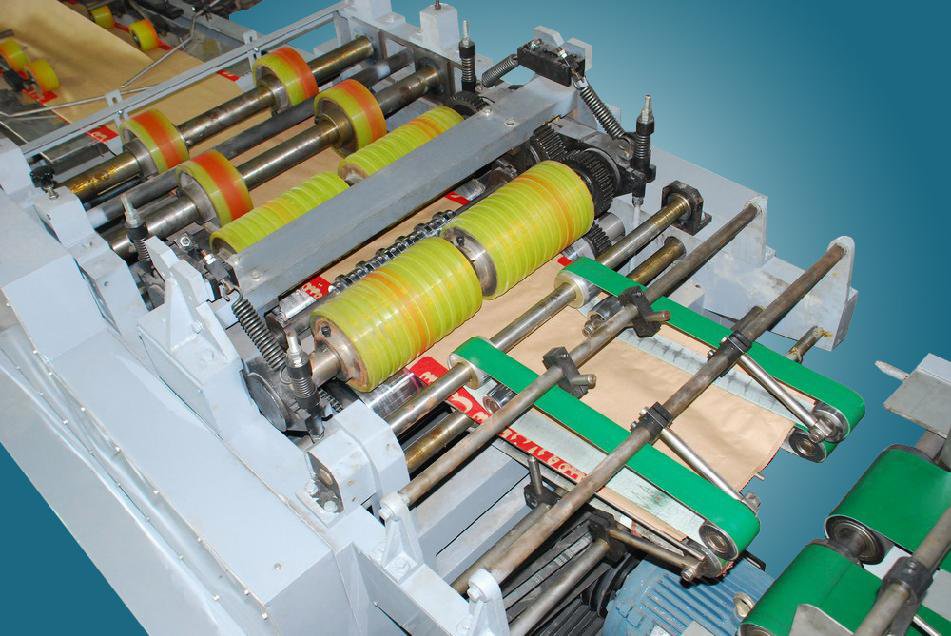
4-цветная встроенная флексопечать с функцией автоматического отвода печатных валов от бумаги, во избежании залипания бумаги к формным валам при остановке линии. Валы со специальными насечками для упрощения установки печатных клише. Управление посредством PLC. Автоматическая приводка цвета.

Секция сглаживания полотна и дополнительного привода позволяет скорректировать автоматически положение каждого слоя, придать равномерность движения. Придает необходимую степень натяжения полотну. Корректировка полотна осуществляется за счет гидравлического механизма смещения валов и пневмодатчиков.

Перфорация линии отрыва. Производится посредством перфорирующих ножей, установленных на валах, отдельно для каждого слоя. Каждый нож имеет собственный привод и оптическую систему контроля, что повышает точность позиционирования.
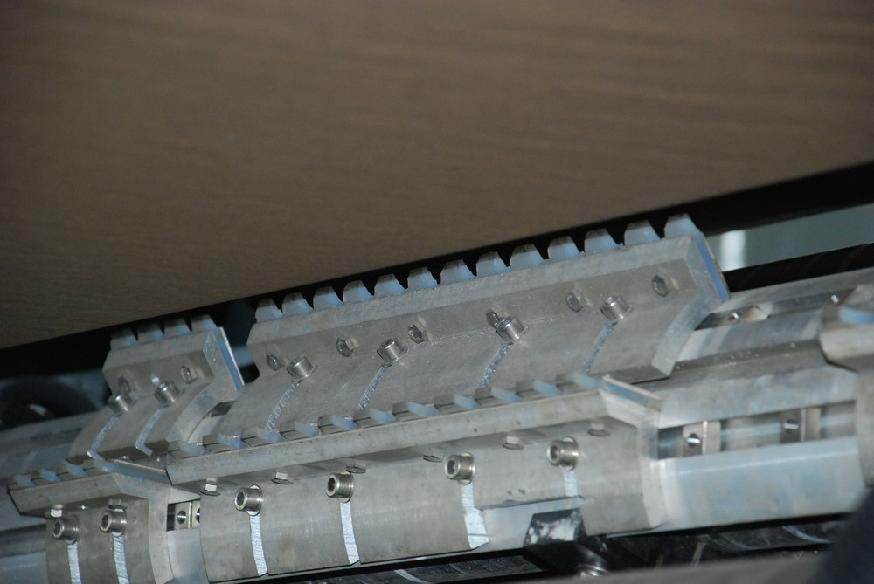
Узел многоточечной поперечной склейки слоев. Позволяет точечно склеивать края слоев во избежании дальнейшего расслоения заготовки и удобства последующей обработки. Поперечная система склейки настраивается в соответствии с длиной заготовок.

Роликовая система склейки продольного шва мешка. Автоматическая подача клея. Механизм регулировки клеенанесения в соответствии с размерами заготовки;

Направляющие для укладки бумажной трубы имеют удобную регулировку и позволяют исключить появление коробления и вздутия полотна.
Секция разделения трубы является отправной точкой в приводном механизме всей линии, относительно которой идет синхронизация приводной части всех секций. Отделение заготовки от непрерывной трубы производится валами, вращающимися с большей угловой скоростью. Отрыв производится ровно по линиям перфорации, что гарантирует высокое качество заготовки.

Секция подсчета и укладки готовой продукции производит вывоз заготовок мешков, укладку в пачки и подсчет количества произведенных заготовок. Далее заготовки вручную укладываются на паллету и перевозятся в зону загрузки дноукладчика, либо сшивной машины.